

SPECIAL REPORT: REVIEW YOUR RUPTURE DISC REGIMEN PART 1
SPECIAL REPORT: REVIEW YOUR RUPTURE DISC REGIMEN PART 1
Standardize Rupture Disc Installations
Evaluating a plant’s pressure relief devices and updating to newer technology can lead to improved efficiency, performance and mechanical integrity.
By Richard Neale, Continental Disc Corporation original document found here*
Many processing plants currently operating originated in the 1920’s and have evolved by adding new units or lines as demand for new products increased and the technology to manufacture those products was developed. As a result, many of these plants have a wide variety of rupture discs based on the prevailing disc technology at the time each plant addition or modification was completed.
Pressure relieving devices remain products that are individually analyzed and specified for each installation in processing plants. As pressure safety relief products, they are critical components that are the final level of protection from catastrophic failure of a pressure vessel or piping system.
When specifying rupture discs, two functions must be satisfied. The first is properly sizing and specifying the rupture disc to relieve all overpressure scenarios in a safe manner. Secondly, rupture discs must be specified carefully to ensure an acceptable service life as the process operates normally.
Functioning as the sacrificial element in a pressurized system, rupture discs are considered delicate instruments yet must be capable of withstanding corrosive media, pressure and temperature fluctuations, pressure to vacuum cycles and other operating conditions that may impact the mechanical integrity of the rupture disc.
Recent rupture disc designs improve performance in all functions. New technology focuses on high performance reverse acting rupture discs that provide a means of improving flow characteristics and accuracy in overpressure relieving events in addition to improving durability under normal operating conditions.
Durability is particularly important in plants that are extending turnaround frequency, putting greater demand on the rupture discs to withstand pressure/vacuum cycles or corrosive media for longer periods of time without compromising reliability.
Most chemical processing plants have processing units originally designed and built prior to the availability of current reverse acting disc designs thus have a combination of older technology tension type rupture discs and reverse acting discs in newer processing plants.
Design Evolution
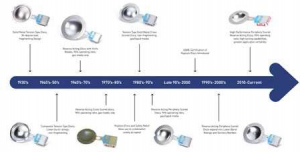
Figure 1. Rupture disc designs have evolved greatly in the past 80 years to satisfy increasing regulatory, environmental and industry demands.
As illustrated in Figure 1, rupture disc designs have evolved greatly in the past 80 years to satisfy the greater demands of OSHA for improved safety devices, the EPA to minimize potential fugitive emissions, and the needs of process industries to improve efficiency and mechanical integrity. This evolution process includes products with less flow restriction , that are designed to provide tighter tolerances, are available in a wider variety of materials and comply with current process safety, environmental and quality system codes, standards and directives.
With the growing emphasis on plant health and safety and protection of the environment, higher performance capabilities and improved durability inherent in the latest high-performance scored reverse acting disc designs make them well-suited for new construction or plant upgrades.
WHY STANDARDIZE NOW?
New high-performance scored reverse acting discs are extremely versatile in the way they can be configured to provide the optimum level of performance and economy to each rupture disc application. In nearly all installations, reverse acting discs can replace older disc designs with significant improvement in flow capacity, accuracy and resistance to operating conditions that challenge the mechanical integrity of the rupture disc.
This greater versatility within one design of rupture disc offers greater opportunity to standardize the type of rupture disc used throughout all units within a plant site.
The standardization and optimization process can be beneficial in many ways
- Elimination of inventory items due to standardizing similar rupture
- Higher volume of one specification drives down
- Greater utilization of newer rupture disc technology improves performance and
- Familiarity with the standard product improves installation and maintenance
- Reorganizing and upgrading inventory control is an integral part of the
- Provides an opportunity to update compliance with industry codes; health , safety and environmental standards and company directives to current revisions
Plant sites with more than 100 rupture disc applications are going to have multiple discs in
½- through 12-in. sizes in a variety of types and materials of constru ction . Frequently, the size and material of construction remain as originally specified . Other criteria such as: the disc type, nominal burst pressure and temperature rating, manufacturing range , maximum operating pressure capability, ability to withstand vacuum or backpressure, ability to relieve liquid as well as vapor overpressure conditions can all be standardized
RUPTURE DISC

Figure 2. Modern rupture disc technology supports a range of application requirements and offers improved performance and a higher level of mechanical integrity.
WHAT IS THE PROCESS?
Analyzing the current state to determine if significant benefits can be gained from standardization is the first step. The benefits must justify the management of change process, or engineering analysis, and paper trail revisions required when upgrading or otherwise modifying process safety systems.
Storeroom inventory audits and plant audits, or walk-arounds, are two common services available. Plant audits provide details required to accurately determine what improvements are needed to resolve deficiencies in performance or compliance issues.
Storeroom inventory lists and audits reveal the degree to which standardization to later technology rupture discs may be possible while eliminating obsolete or duplicate items without compromising safety or performance if done properly. In a single product type, later technology reverse acting rupture discs (Figure 2) provide the versatility to support a range of application requirements and will have improved performance characteristics and a higher level of mechanical integrity compared to existing discs.
Prior to making any changes in the type of rupture disc, it is prudent to verify the type of disc proposed as a replacement for the application. This step includes a physical plant audit as well as a review of the instrument data sheet (IDS).
A physical plant audit of all installations can reveal several important criteria needed to complete the consolidation and upgrade analysis. The most useful criteria to record include:
Vent system configuration. Does the rupture disc vent to atmosphere or into a containment system? In some instances, the vent piping will not accommodate a rupture disc assembly of a different height without having to cut and reweld piping . This issue usually can be avoided by verifying and duplicating the height of the existing rupture disc assembly.
Accessibility to the rupture disc location. Hard to reach locations or installations with limited space to properly torque the mating flange fasteners benefit by using pre-torque rupture disc holders to assure adequate force is applied to the rupture disc to provide a good seal and prevent disc slippage. This would also apply to installations having flanges that are non-metallic or are lined with glass or a fluoropolymer.
Rupture discs installed at the inlet of a pressure relief valve. For these installations there are ASME code requirements that must be satisfied. All installations must have a tell-tale indicator between the two relief devices, this is frequently included as a rupture disc holder accessory. Extended height holders may be used to prevent the disc petal from extending into the valve nozzle; this eliminates the need for a spool piece that would add to the difficulty in meeting the 3% pressure loss rule.
Maximal allowable working pressure (MAWP) and temperature (MA WT) of the pressure vessel or equipment. When verifying the MAWP and MAWT, include the type and class flange the rupture disc assembly will mate with and determine an equipment description or equipment number to ensure each disc is identified and tagged for use on the appropriate pressure vessel.
With the storeroom inventory data, IDSs, and audit findings of the current equipment, an analysis can be completed to determine the level of standardiza tion possible.
Recent evaluations resulted in additional ways to improve reliability, efficiency and lower maintenance costs, such as:
- Eliminate obsolete designs such as reverse acting discs with knife blades or those that may pass unacceptable fragments of metal or graphite into downstream systems or equipment
- Install solid metal rupture discs that are easier to seal and less sensitive to piping stress or installation
- Use noble materials such as Monel, Inconel, Hastelloy C or Tantalum in place of less reliable coatings or linings for corrosion prevention.
- Remove inventory that is no longer required due to specification changes or removal or replacement of the host pressure vessel or equipment.
- Add automated alarm and control functions in critical applications such as those in lethal service gasses, environmentally sensitive media or high value or regulated process media requiring a controlled and contained environment.
MOVING FORWARD
Following a full analysis of existing conditions, the ideal method of consolidating or upgrading rupture discs varies by plant type and preference but typically aligns new product installation with planned turn arounds or as existing inventory of rupture discs is nearly depleted.
Most processing plants have significant improvement potential. With a well-executed analysis; a well-doc umented justification and commitment to support the changes required; eliminating inefficiency, improvingperformance and mechanical integrity can all be realized in one standardization and optimization process.
RICHARD NEALE is the Senior Technical Analyst at Continental Disc Corporation in Liberty, Missouri. He can be reached at rneale@contdisc.com. Neale has been with Continental Disc for 34 years, in a variety of roles. He has experience in global markets including oil and gas, chemical, pharmaceutical, food and beverage, pulp and paper, mining and specialty gasses.
Setpoint Integrated Solutions is proud to partner with Continental Disc Corporation to meet all the rupture disc specifications you need for your application.
*This article first appeared as a Chemical Process Special Report.

